


202009-21
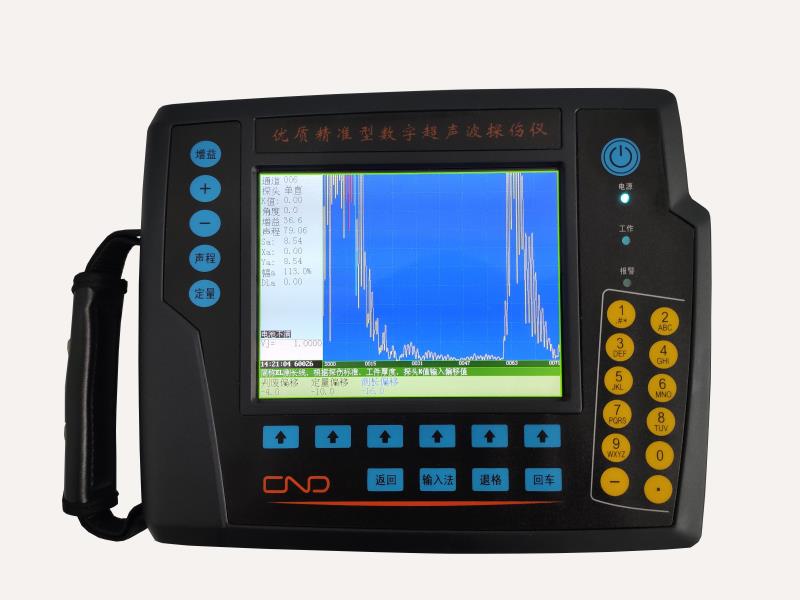
超声检测技术对缺陷定性评定的主要方法一.波形判断法(经验法)目前应用广泛的是A扫描显示型超声脉冲反射式检测仪。经过长期的...
202009-14
无损检测的常规方法有用射线照相探伤、超声波探伤、磁粉探伤、渗透探伤、涡流探伤等仪器检测。1、探测表面修整:需要清除焊接工...
202009-09
1.在线监测,准确定位实现对普通钢丝绳内外部断丝、磨损、锈蚀、变形、松股等状况;煤矿猴车、景区缆车(索道)等架空车钢丝绳...
202008-31
知识点1:常见缺陷检测机检查锻件在工件铸锭中缩孔在锻造时切头量不足就会有缩孔缺陷,多见于锻件端部。探伤机显示出材料加工成...
202008-21
缺陷会造成应力集中,并可能损害结构部件的完整性,从而导致低于设计应力的过早失效。根据尺寸,形状(圆形与尖锐的缺口)和缺陷...

202008-15
1.原理:超声相控阵是超声探头晶片的组合,由多个压电晶片按一定的规律分布排列,然后逐次按预先规定的延迟时间激发各个晶片,...

202007-28
超声波探伤是利用超声能透入金属材料的深处,并由一截面进入另一截面时,在界面边缘发生反射的特点来检查零件缺陷的一种方法,当...
202007-22
检测速度快,数字智能化探伤仪一般都可自动检测,计算,记录,有些仪器还能自动进行深度补偿和自动设置检测灵敏度,因此检测速度...

202007-15
1、 存放探伤仪使用完毕之后应对表面进行清洁,然后放置在干燥、通风的室内,不宜太阳光直射及与雨水和油污、侵蚀气体等接触存...
202007-09
1. 直接接触法探头与工件之间有一层薄薄的耦合剂(d«l/4),压力为10~20N时耦合稳定,效果好。特点:操作简便、灵...
202006-23
着色渗透探伤是无损检测技术中最简便而又有效的一种常用检测用段它对危及金属、非金属材料制件寿命和压力容器安全的危险缺陷——...

202006-17
1)清理表面由于加工后吸附在工件表面的铁屑,必要时需要退磁。否则残留的铁屑会吸附磁粉形成假磁痕影响探伤检测的准确性。 ...

202006-03
电磁测厚仪包括电子线路、线圈系、上扶正器和压力平衡系统等部分,如图所示,线圈系由发射线圈L1和接收线圈L2(测量套管臂厚...
202005-26
1、测量法。在规定的测量点周围增加测量数目,厚度变化用等厚线表示。2、连续测量法。用单点测量法沿指定路线连续测量,间隔不...
202005-12
1、检测精度高、分辨率强、检测结果准确:优质的传感器的灵敏度高于传统传感器700倍以上,且分辨率强,能够息定量检测钢丝绳...

版权所有:苏州文泰涡流探伤仪有限公司 苏ICP备18013170号-1
地址:江苏苏州市西环路1788号
手机:180-1309-3636 座机:0512-65103362 邮箱:382850589@qq.com
技术支持:荣邦网络 苏州文泰涡流探伤仪有限公司主营探伤仪,涡流探伤仪,超声波探伤仪,是一家集专注探伤仪的公司。xml地图 htm地图 txt地图

二维码



扫一扫
 180-1309-3636
180-1309-3636